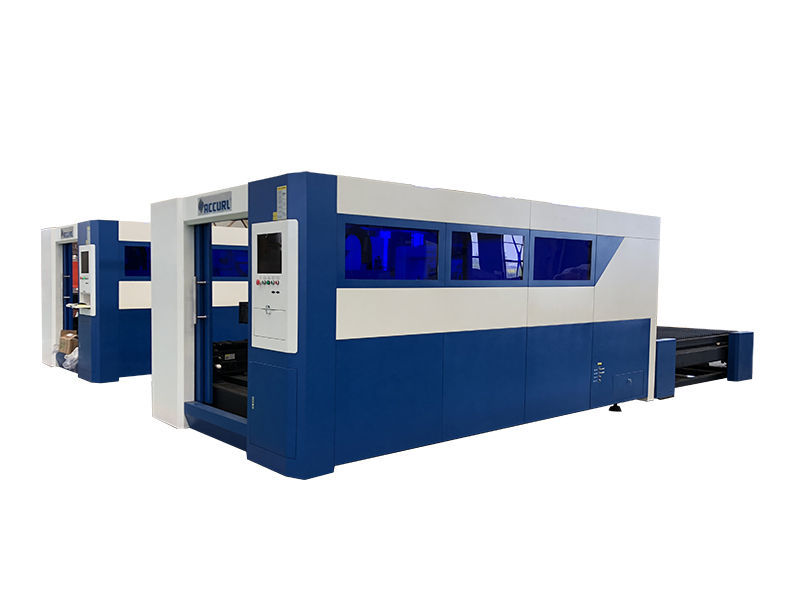
1、マシンの主な機能
マシンは、マシンホスト、コンピューター制御システム、ファイバーレーザー切断ヘッド、チラー、補助品位コンポーネントで構成されています。
マシンガントリー構造、日本安川サーボモーター駆動ラックアンドピニオンフィード、高精度および高速、従来のボールねじトランスミッションの代わりにデュアルドライブギアおよびラックトランスミッションを使用して、マシンを最大40-50メートル/分の空の移動速度にします。
ベッドガントリー、機械溶接構造、焼鈍後の時効処理、荒削り、仕上げは、応力溶接と機械加工、剛性、高精度を完全に排除でき、変形せずに長期使用を維持できます(少なくとも20年)。
X、Y軸は輸入された日本安川高精度サーボモーター、高速、高トルク、高慣性、安定性と耐久性です。マシンの高速、高精度、および加速を確認してください。
特別な切断ソフトウェア、多数のレーザー切断制御固有モジュールの統合、強力で優れたマンマシンインターフェイス、簡単な操作。スイスブランドの高品質レイツールブランドのファイバーレーザーカッティングヘッドのカッティングヘッドの選択と、専用の静電容量センシング、高精度センサー、応答性、最も安定した信頼性の高いパフォーマンス。
制御システム;コンピューター制御の電動テーブル変換の使用は、完全なワーク切断などです。カットは、グラフィックエディターとスポーツプレーンで実行できます。
機械の主要部品は、ヨーロッパ、日本、台湾の有名なブランド、中国の価格であるが欧州の機械品質を採用しています。
2、機械の主な技術的利点
2.1工作機械
ガントリー設計、機械溶接構造、焼鈍時効処理後の鋳造アルミニウムで構成された梁、粗加工、仕上げを備えたこの機械ベッドは、応力溶接と機械加工、剛性、高精度を完全に排除でき、少なくとも20年間の長期使用を維持できます変形していない年。
全体のアルミニウム鋳造部品を備えたマシンビームガントリーは、ビームの重量を減らし、良好な安定性を確保し、高速動作でマシンを満たすことができます。
4トンの重量の機械、構造の動的設計原理と有限要素法を使用して設計された機械ベースを使用した変数分析手法は、優れた静的および動的性能を備えています。
| 技術的パラメータ | |||
| 床面積 | 約4650 * 2520mm(積み下ろしエリアを除く) | ||
| 材料を許可最大切断面積 | 1500 * 3000mm | ||
| 機械総重量 | 4000KG | ||
| 電源要件 | 380V / 50Hz | 総電力 | 20KW |
| 環境要件 | 温度範囲:10-35ºC湿度範囲:40-85% 海抜1、000メートル、環境不燃性、爆発性、磁気、強い地震の使用 | ||
| 機器移動システムのパラメーター | |||
| 切断速度、加速 | 0〜50m /分 0-3000mm / s2 | ||
| 気道速度、加速 | 0〜50m /分 | ||
| 位置決め精度 | <0.03mm / m | ||
| 運転システム | 日本安川サーボモータードライブを採用 | ||
| 送信 | すべて高精度のヘリカルラックアンドピニオンを使用 | ||
| フィードバックおよび輸送制御システム | 専用の輸送および制御システム | ||
| 換気システム | 低い換気を修正 | ||
| ワークベンチタイプ | ラックワークベンチ | ||
| 回路および保護システム | 標準設計 | ||
当社のファイバーレーザー切断機の主なレーザー切断機能
| いや | 関数 | 説明 |
| 1 | 高さのフォローアップ | トーチはプレートの高さに応じて上下に移動します |
| 2 | パワーコントロール | 勾配に応じたレーザー出力制御 |
| 3 | 逆機能 | NCプログラムの逆実行 |
| 4 | ブレークポイントリターン | 復旧後にブレークポイントに戻る |
| 5 | マルチピアス | パルス、ブラスト、進行、高速 |
| 6 | リード線 | 引出線パラメーターの設定 |
| 7 | 自動エッジ検出 | 切断ピースの座標を自動的に見つける |
| 8 | Leapforg関数 | Leapforgによる切断効率の改善 |
| 9 | 共通線 | 切断効率を改善するための共通線 |
| 10 | マーキング機能 | プレート上の任意の形状をマーク |
レーザー切断の厚さと参照用の速度
| 素材 | 厚さ(mm) | 切断を推奨 速度(mm / min) | 最大切断速度(mm / min) | 電力(W) | 切断ガス | ガス圧 (kPa) | 焦点(mm) | ノズルモデル | デフォーカス(mm) |
| SS | 1 | 10000 | 12000 | 700 | N2 | 8 | 0 | 1.5 | 0.7 |
| SS | 1.5 | 5000 | 5500 | 700 | N2 | 8 | 0.7 | ||
| SS | 2 | 2500 | 3000 | 700 | N2 | 9 | -1 | 1.5 | 0.7 |
| SS | 3 | 1500 | 1800 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| SS | 4 | 1200 | 1400 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| SS | 5 | 600 | 680 | 700 | N2 | 10 | -3 | 2 | 0.7 |
| ミズ | 0.5 | 9000 | 10000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| ミズ | 1 | 8000 | 9000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| ミズ | 1.5 | 6200 | 7000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| ミズ | 2 | 3500 | 4000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| ミズ | 3 | 3000 | 3600 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| ミズ | 4 | 1800 | 2000 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| ミズ | 5 | 1500 | 1800 | 700 | O2 | 0.6 | 2 | 1.2 | 0.7 |
| ミズ | 6 | 1100 | 1200 | 700 | O2 | 0.8 | 2 | 1.5 | 0.7 |
| ミズ | 8 | 900 | 1000 | 700 | O2 | 0.6 | 2 | 1.5 | 0.7 |
| ミズ | 10 | 700 | 800 | 700 | O2 | 0.7 | 2.5 | 1.5 | 0.7 |
機械の粗消費コスト
A>総消費電力
| 機械部品 | 力 (kW) | 消費電力 (kW /時間) | 注意 |
| レーザー発生器 | 5.8 | <= 21 | 電力価格はすべての国で異なるため、電力消費のみを与えることができ、合計価格コストを与えることはできませんでした |
| CNCテーブル | 5.8 | ||
| 冷却ユニット | 5 | ||
| 抽出フィルター | 4.4 |
B>ガス消費量
| ガス | 消費 (分/ボトル) | 注意 | 注意 |
| O2 | 60 | に基づいて計算 1mm MSプレート | ガス価格はすべての国で異なるため、ガス消費のみを与えることができ、合計価格コストを与えることはできません |
| N2 | 15 | に基づいて計算 1mm SSプレート |
C>消耗部品
| 消耗品 | ライフ(時間) | 単価 (米ドル/個) | 総費用 (米ドル/時間) | 注意 |
| 保護鏡 | > = 240 | 43 | 0.18 | 作業環境が良好であれば、消耗品 寿命が長くなります |
| ノズル | > = 600 | 21.4 | 0.04 | |
| セラミックリング | > = 1500 | 108 | 0.07 | |
| 合計 | 0.29 USD /時間 | |||
総消費量
| 項目 | 力 消費 | ガス消費量 (米ドル/時間) | 消耗品 | 注意 |
| O2 | <= 21 kW /時間 | 60(分/ボトル) | 0.29 USD /時間 | 1mm MSプレートに基づいて計算 |
| N2 | <= 21kW /時間 | 15(分/ボトル) | 0.29 USD /時間 | 1mm SSプレートに基づいて計算 |
レーザー切断ソフトウェア(自動ネスティングソフトウェア)の紹介
「レーザー切断設計ソフトウェア」は、画像処理、パラメーター設定、カスタム切断プロセスエディター、シミュレーション、およびアイドリングの並べ替えと処理を提供することを主な目的とするフラット切断設計ソフトウェア用に設定されています。
以下のデータ入力モードをサポートしています
6.1)DXF、PLT、およびその他のグラフィカルデータ形式が国際標準のGコードを受け入れた後、Meter Cam、Type3、Wentaiソフトウェアで生成されたDXFインポートグラフィック、テキストアウトラインAutoCAD直接抽出システム転送グラフィックイメージデータ、レイアウトの編集(ズーム、インポートされたデータの回転、整列、コピー、組み合わせ、スムーズ、マージ操作)を使用して、合法性を自動的に確認します:クローズ、オーバーラップ、自己交差、グラフィックス検出距離、カッティングタイプ(メスカット、ヤンカット) )、および外部関係、干渉関係、切断パターンの導入の自動計算、輸出ライン。
6.2)必要に応じたプロセスは、開始位置とグラフィックス処理方向を自由に変更できますが、システムはリード位置の導入を動的に調整し、ファイルのインポートは常に自動的に処理シーケンスを最適化しますが、処理時間を短縮するために手動で調整することもできます処理効率を向上させ、グラフィック出力を選択し、ローカルデータの処理の任意の場所をサポートします。特にフィードに便利です。トリミング機能、グラフィック処理ローカルでユニークなブレークポイントを使用でき、プロセスはトラックに沿って進むことができます。グラフィック処理、原材料サイズ、自動ネスティングに応じた各プロセスケース
関連製品
 金属レーザー切断/リース切断機価格/ステンレスレーザー切断機
金属レーザー切断/リース切断機価格/ステンレスレーザー切断機 Accurl Smartline3015シリーズファイバーレーザー切断機
Accurl Smartline3015シリーズファイバーレーザー切断機 アメリカの500w1000w 2000w 3000wファイバーレーザー切断機の価格
アメリカの500w1000w 2000w 3000wファイバーレーザー切断機の価格 1000w CNC 3015ファイバーレーザーマシン切断ステンレス鋼軟鋼アルミニウム最高価格
1000w CNC 3015ファイバーレーザーマシン切断ステンレス鋼軟鋼アルミニウム最高価格 2018カントンフェアのファイバーレーザー切断機の価格
2018カントンフェアのファイバーレーザー切断機の価格 maxpro 200が付いているプログラム可能な血しょうレーザーのカッター血しょうCNCの打抜き機
maxpro 200が付いているプログラム可能な血しょうレーザーのカッター血しょうCNCの打抜き機 銅およびアルミニウム材料を切断するファイバーレーザー切断機
銅およびアルミニウム材料を切断するファイバーレーザー切断機 販売のための500w 1000wの薄板金の管繊維レーザーの打抜き機
販売のための500w 1000wの薄板金の管繊維レーザーの打抜き機 2018最新のプラズマガントリーCNC切断機ガントリープラズマカッター価格のメーカー
2018最新のプラズマガントリーCNC切断機ガントリープラズマカッター価格のメーカー 泡、革、プラスチックフィルム用の420mpa 3軸純水ジェット切断機
泡、革、プラスチックフィルム用の420mpa 3軸純水ジェット切断機